中钢邢机异型辊公司
---热处理车间管控一体化系统
企业名称:中钢邢机(集团)公司异型辊有限公司
项目地点:河北省邢台市
公司性质:国有企业
中钢集团邢台机械轧辊(集团)有限公司(简称中钢邢机)是中钢集团的全资子公司,始建于1958年,原为冶金工业部直属冶金机修企业,1999年在上海证券交易所上市。2006年4月19日,企业正式加入中钢集团。公司占地面积123万平方米,现有在册职工6700人,资产总额45亿元。
中钢邢机始建于1958年,2006年4月19日正式加入中钢集团。近几年,企业实现了跨越式发展,产销和销售收入以每年40%以上的速度递增,2007年实现销售收入23亿元,比2005年翻了一番。2008年确定了30亿元的生产经营目标。“十一五”期间,中钢邢机确立了“充分发挥中钢邢机在轧辊产品上的技术、装备、人才、市场和品牌等比较优势,通过自身规模扩张和内、外资源整合重组,将轧辊产业做专、做精、做强、做大、做好。
公司拥有冶炼、铸造、锻造、热处理及机械加工等各工序的先进工艺装备,形成了完备的铸钢、铸铁、锻钢三大系列的板带轧辊、大型型钢轧辊、线棒轧辊、异型轧辊、小冷轧辊生产线,以及以方坯、板坯连铸机和干熄焦、焦炉设备为代表的冶金设备生产线。2006年以来,公司投资23亿元,进行了以冷热带锻钢轧辊、热轧板带离心轧辊和国家级技术中心为代表的“三大技改”工程建设和全资子公司的改扩建工程,3150吨油压机、8000吨油压机、国内最先进最大的卧式离心机、荒磨机等系列重大关键设备相继投产。
一、 项目概况
1、设计条件
|
设备编号 |
设备名称 |
功率 |
控温区 |
其他测温点 |
工艺过程 |
|
GD1 |
高温台车炉 |
260KW |
2区 |
0 |
9段程序控温 |
|
ZD2 |
中温台车炉 |
240KW |
2区 |
0 |
9段程序控温 |
|
GD3 |
高温台车炉 |
260KW |
2区 |
0 |
9段程序控温 |
|
GD4 |
高温台车炉 |
260KW |
2区 |
0 |
9段程序控温 |
|
GD5 |
高温台车炉 |
260KW |
2区 |
0 |
9段程序控温 |
|
DD6 |
低温台车炉 |
200KW |
2区 |
0 |
9段程序控温 |
|
GD7 |
高温台车炉 |
260KW |
2区 |
0 |
9段程序控温 |
|
DD8 |
低温台车炉 |
200KW |
2区 |
0 |
9段程序控温 |
|
GD9 |
高温台车炉 |
260KW |
2区 |
0 |
9段程序控温 |
|
GD10 |
高温台车炉 |
260KW |
2区 |
0 |
9段程序控温 |
|
GD11 |
高温台车炉 |
360 KW |
3区 |
0 |
9段程序控温 |
|
GD12 |
高温台车炉 |
360 KW |
3区 |
0 |
9段程序控温 |
|
DD13 |
低温台车炉 |
300 KW |
3区 |
0 |
9段程序控温 |
|
DD14 |
低温台车炉 |
300 KW |
3区 |
0 |
9段程序控温 |
|
DD15 |
低温台车炉 |
200 KW |
2区 |
0 |
9段程序控温 |
|
GD16 |
高温台车炉 |
360 KW |
3区 |
0 |
9段程序控温 |
|
GD17 |
高温台车炉 |
600 KW |
5区 |
0 |
9段程序控温 |
|
合计 |
17台 |
|
42区 |
0 |
|
2、技术要求
1、 实现炉群各区非正常工作报警,实现设备管理智能化。
2、 提供炉群各区的功率值及运行功率曲线(与工艺曲线相对应)。
3、 根据预设工艺曲线和历史数据模拟用电情况,提示合理使用“避峰就谷”的工艺微调数据。
4、 绘制工件装炉位置图,提高对每一产品的工艺执行过程的可追溯性。
5、 具备数据远程交换接口。
6、 实现各种数据组合功能。
二、方案概述
1、设计原则
本方案依据用户提供的基本技术要求,本着技术先进、质量可靠、便于维护、节约投资的原则,最大限度地追求系统的性能价格比。
在系统先进性方面:系统结构模式、工艺参数控制调节方式保持与国内外先进技术良好同步,以确保投资者利益。
在系统可靠性方面:设备选型所采用设备或器件均是我们长期使用、实践证明是可靠的产品,即主要设备或器件采用进口品牌,辅助器件选用国内知名品牌;主回路电器额定容量与实际工作电流保持足够余量。
2、方案概述
1) 系统设置管理站、操作站、控制站三级系统结构模式。管理站1个;操作站4个。控制站则利用现有的控制柜经改造后作为控制站。
2) 管理站负责全车间所有电炉运行状态的监控,具备监控所有区域设备的能力,实时数据、历史数据、装炉数据库信息、网络设备运行状态等被集中管理;同时还作为数据发布服务器,响应被授权的浏览器客户端的请求并向客户端提供有关监视画面、历史数据记录、操作记录、工艺工件管理数据等生产过程信息。
3) 操作站负责所控区域设备的工艺和设备运行数据的采集、运行状态集中监控、工艺编辑和下达工艺运行指令、工件信息录入保存、历史、实时数据或曲线的追忆、故障报警记录、各种报表的生成、并根据需要进行相关查询等工作。
4) 冷却机(4台),将现有PLC数据上传路由器,通过路由器分配数据。操作站只将主要检测点引入管理站或操作站作为对其运行状态监控,其原来的控制系统不改变。
5) 控制站由现有控制柜组成,现有控制柜须进行以下改造工作:
a. 控温调节方式由原来的过零调功方式改为移相调压方式,从而使每区电流、电压输出曲线成为一条相对平滑、连续的曲线。该项工作涉及25台温控仪、42台触发器、18只固态模块的更新。
b. 每区电流、电压检测及数据采集,该项工作是整套系统升级改造的基础工作。需增加多功能智能电量仪表42台(每区一台)。
c. 增加油槽、水槽温度显示仪表两块。
d.
三、系统基本功能
1.管理站基本性能
1)
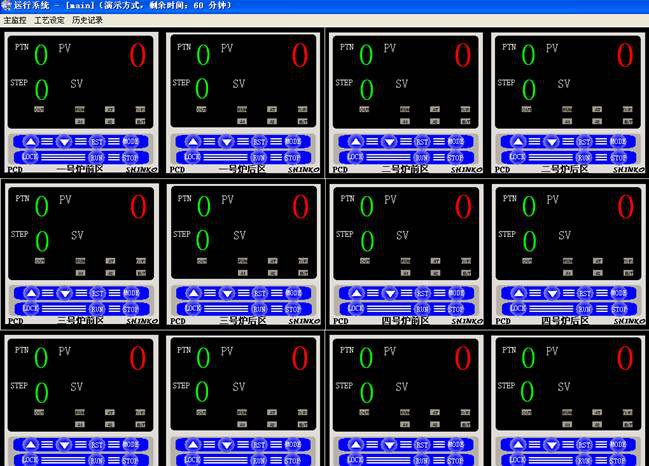
群控界面:
l 将1号~4号工作站界面连接在一起。同时当鼠标点击炉号时,弹出临时提示框,内容包括:执行工艺、产品制修号、件数、总净重、总毛重、当前运行工艺等。集中实时显示监控全车间每台电炉每区炉温(测量值、设定值)、电流、电压、能耗、瞬时功率及运行状态;
l 工件出炉前(如10分钟)及工艺结束报警提示功能。
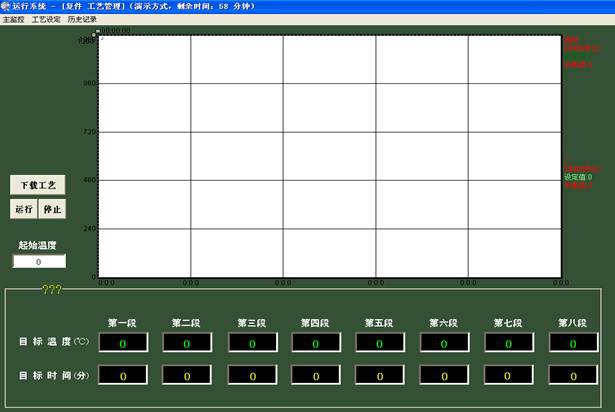
 2) 工艺编辑及工艺库管理
2) 工艺编辑及工艺库管理
l 将编辑好的工艺存储至工艺库,工艺库可存储工艺5万套以上,使用时输入编号或工件号直接调用。
l 按小组班次的不同可实现不同的工艺编辑,如:退火、调质、正火、淬火、回火等不同的工艺编辑。
 3) 工艺数据列表及实时曲线显示
3) 工艺数据列表及实时曲线显示
l 工艺数据列表显示:每间隔10分钟(可调)记录一次各点原始数据。
l 工艺实时曲线显示:不同颜色分别显示设定温度曲线和各区温度、电流或电压实时曲线。
 4) 报警或事件记录:
4) 报警或事件记录:
记录报警时间、报警值、报警点位号、报警类别并存储以备查询。
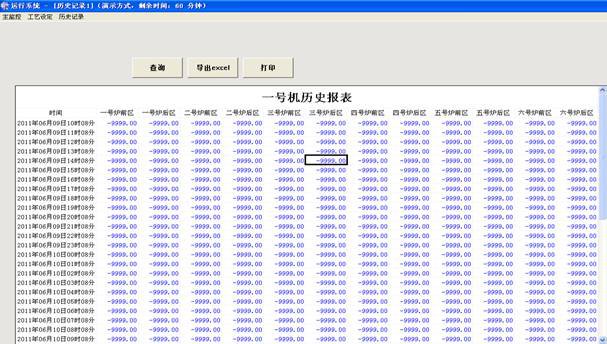
 5) 历史数据曲线:
5) 历史数据曲线:
l 以历史数据表和历史曲线两种方式记录历史数据,并支持历史记录的追忆查询,历史记录可存储3年或更长。历史曲线纵、横坐标显示范围可调,适用于多种炉温范围显示。
l 可以根据不同的查询条件来进行查询,如:客户查询、操作员查询、辊号查询、制修号查询、工艺名称查询、设备名称查询、工件名称查询等,根据查询条件的不同通过数据库调出对应的曲线或报表。
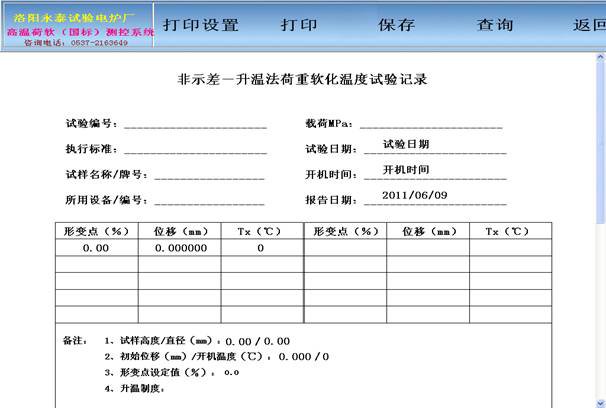
 6) 生产管理:
6) 生产管理:
根据用户要求编制生产报表,并具有手动打印和定时自动打印功能。
|
l 操作员与密码相匹配时,点击“进入”可执行产品信息录入;点击“取消”返回菜单。
l 操作员与密码不匹配时,提示“密码有错,重试”或点击点击“取消”返回菜单。
l 操作员采用下拉框选取;密码个人输入。
l 产品信息包括:制修号、图号、辊号、材质、净重、执行工艺、上线时间、来料单位等。
l 此产品信息由生产网服务器来或手动输入。
l 点击“保存按钮”后,记录在“产品信息表”中,并部分在下方显示出来。如下:
|
|
产品信息录入:
|
制修号 |
图号 |
辊号 |
材质 |
净重 |
毛重 |
上线时间 |
工艺 |
操作员 |
|
|
|
|
|
|
|
|
|
|
|
l 当重复录入时提示“此产品已在线”(条件:制修号+图号+辊号+状态),并返回重新录入。产品信息表的全部字段为:制修号、图号、辊号、材质、净重、毛重、上线时间、来料单位、批号、工艺、完成时间、质量反馈、操作员。
|
|
7) 设备运行动态管理:
通过对设备运行中各区三相电流、电压的监测、对比、分析,对过流、过压、缺相、短路、三相不平衡等设备故障实现动态监控,实现设备运行动态、智能化管理。
 8) 工艺优化、节能管理:
8) 工艺优化、节能管理:
通过对工艺过程与电耗变化对应分析,得出每套工艺对应的电耗模拟曲线,对工艺过程优化微调,模拟工艺过程中的用电“峰-谷”情况,为实现“避峰就谷”提供依据。
9) 辅助质量管理:
在录入工件的同时,绘制出工件装炉位置图,使工艺、质量人员了解不同位置的工件经处理后的质量状况。为工艺优化及出炉操作优化奠定技术基础,同时提高产品的可追述性。
10) 授权限制:
被授权人员(如工艺工程师)输入密码后,可对重要工艺数据或控制参数进行修改。未经授权人员不能进行该操作。
2.操作站基本性能
1)
群控界面:
l 集中实时显示监控每台电炉每区炉温(测量值、设定值),每台设备的电流、电压、能耗、瞬时功率及运行状态;工件出炉前(如10分钟)及工艺结束报警提示功能。
l 可以实现电炉设备的启停,工艺下载及保持和手/自动调节按钮。(保持:保持设备现在的温度不变,未执行完工艺停止执行。手/自动调节按钮:实现手自动切换,手动状态时可以由人工自由输入工艺,自动时则只能有工艺库下载工艺并执行。手/自动切换时要从新登陆,已备记录操作人及操作内容。
2) 工艺编辑及工艺库管理
l 调用生产工艺时输入编号或工件号直接调用数据库产品信息及生产工艺,生产工艺下传至下位机,向下位机下达运行指令。
l 按小组班次的不同可实现不同的工艺编辑,如:退火、调质、正火、淬火、回火等不同的工艺编辑。
3) 工艺数据列表及实时曲线显示
l 工艺数据列表显示:每间隔1分钟(可调)记录一次各点原始数据。
l 工艺实时曲线显示:不同颜色分别显示设定温度曲线和各区温度、电流或电压实时曲线。
4) 报警或事件记录:
记录报警时间、报警值、报警点位号并存储以备查询。
5) 历史数据曲线:
l 以历史数据表和历史曲线两种方式记录历史数据,并支持历史记录的追忆查询,历史记录可存储3年或更长。历史曲线纵、横坐标显示范围可调,适用于多种炉温范围显示。
l 可以根据不同的查询条件来进行查询,如:客户查询、操作员查询、辊号查询、制修号查询、工艺名称查询、设备名称查询、工件名称查询等,根据查询条件的不同通过数据库调出对应的曲线或报表。
6) 生产管理:
l 每批产品的编号、工件名称、图号、装炉时间、出炉时间、保温时间、加热温度、数量、炉号、操作工姓名等自动存档。
l 班次管理,分为车间管理、白班、中班、晚班,每个班组根据不同权限可以分别控制各自的设备及管理查询功能,可以浏览权限外的各班组的界面但不可控制。
信息录入:
1、班次与密码相匹配时,点击“进入”可执行装出炉信息录入界面;点击“取消”返回菜单。
2、班次与密码不匹配时,提示“密码有错,重试”或点击点击“取消”返回菜单。
3、操作员采用下拉框选取;密码个人输入。
4、信息录入可分为:新装炉、出炉、转炉、补装炉。
5、所有装炉信息由炉群控制系统服务器或炉群控制系统管理机提供。
7) 设备运行动态管理:
通过对设备运行中各区三相电流、电压的监测、对比、分析,对过流、过压、缺相、短路、三相不平衡等设备故障实现动态监控,实现设备运行动态、智能化管理。
8) 授权限制:
被授权人员输入密码后,可对重要工艺数据或控制参数进行修改。未经授权人员不能进行该操作。
3.控制站(即控制柜)基本性能:
在现有基本性能基础上,增加每区电流、电压采集功能和通讯功能。将每台炉各区温度、电流、电压信号上传至操作站。
三、项目实施
为使工程施工及调试进展顺利,共同努力完成既定的工作任务,确保项目又快又好地交付使用。使系统更好地应用于生产及设备、节能、质量等各项管理,发挥其应有的作用。
1、 六分厂负责
1) 指定至少两名熟悉现有控制系统、具有一定计算机专业基础的仪表电气人员,全程参与该工程项目安装及调试工作。
2) 负责系统在本车间的推广应用,组织有关人员参加相关培训。
2、 济宁中控公司负责
1) 控制系统整体方案设计,包括计算机系统硬件、仪表选型和控制柜改造方案的设计。
2) 系统软件设计,包括管理站管控一体化软件、操作站监控软件。
3) 计算机系统硬件设备和控制柜改造所需主要仪表器件的成套购置。
4) 控制柜改造图纸设计,并配合指导仪表器件的调试。
5) 计算机系统硬件设备安装、控制柜仪表及电气改造、系统总成调试。
6) 配合试生产、对工艺技术、设备管理、电气仪表、操作员工分别进行技术培训。
7) 系统配电,系统电源线配至管理站及各操作站,
8) 通讯电缆及信号电缆的敷设。各控制柜至操作站;操作站至管理站;
3、 实施进度:
系统硬件设备设计选型
5工作日,设备购置
15工作日,现场控制柜改造、软件编制、系统安装调试
30工作日。试运行
10工作日。共计
60工作日。

 鲁公网安备 37081102000389号
鲁公网安备 37081102000389号